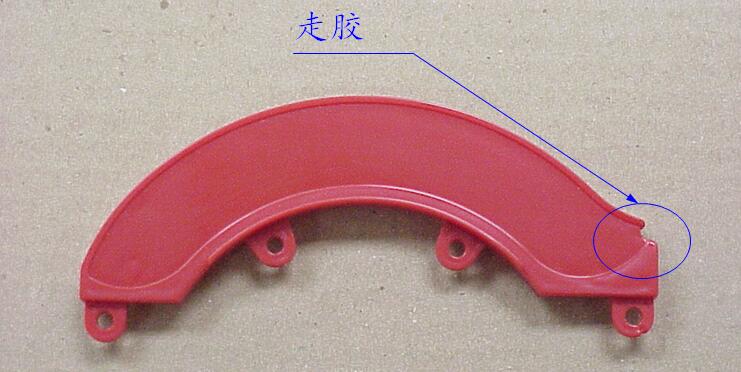
缺陷:走膠 Defect:incom pletely filled parts
工藝: 1 .確/認位置是否合理 2.提高注射速度及注射壓力 3.提高保壓壓力及保壓時間 4.提高料筒溫度 5.提高背壓 模具: 1.增大澆口及流道截面積 2.提高模腔表面溫度 3.改善模具排氣 4.檢查射嘴是否通暢